 Česká republika
Česká republika
Keramické brusivo - je dobré a výkonné, ale vyplatí se?
První komerční použití keramického brusiva, které svými jedinečnými vlastnostmi posouvá hranice možností obrábění materiálů, se v praxi odehrálo již před 35 lety. K jeho masivnějšímu rozšíření dochází ovšem až v posledních letech. Pomalu, ale jistě proniká do povědomí širší odborné veřejnosti. Keramická brusiva (obr. 1) tak doplňují tradiční, všeobecně známé technologie, jako jsou syntetický korund (oxid hlinitý), zirkonium a karbid křemíku a to především u výrobků nejvyšších kvalitativních linií.

Obr. 1. Různé varianty keramického brusiva (keramický oxid hlinitý)
Keramická brusiva představují revoluci v odvětví. Chemickým složením jde sice také o korund s malým množstvím různých příměsí, důležitý rozdíl je ovšem ve vnitřní krystalické struktuře materiálu. Oproti běžným brusivům je výroba této suroviny podstatně složitější. Běžný syntetický korund se vyrábí ve velkých elektrických obloukových pecích, kde se oxid hlinitý taví při vysokých teplotách (až 2000 °C). Po ochlazení taveniny vznikne velmi tvrdý materiál – syntetický korund. V další fázi se tavenina mele na granulát různé zrnitosti, který je výchozí surovinou pro výrobu různých stmelených abrazivních nástrojů nebo brusných nástrojů na podložce. Naproti tomu keramické brusivo se vyrábí spékáním (sintrováním) tenkých práškových vrstev surovin při vysokých teplotách. Během spékání dochází k vytvoření pevné mikrostruktury se silnějšími vazbami na molekulární úrovni, čímž se dosáhne vyšší hustoty a měrné hmotnosti výsledného materiálu. Následkem toho je vyšší tvrdost oproti korundu. Tento výrobní proces je v principu velmi podobný výrobě tvrdokovů práškovou metalurgií.
Důsledkem komplikovaného výrobního procesu je výrazně vyšší cena keramického brusiva, která se zákonitě musí promítnout i do ceny finálních výrobků – řezných a brusných nástrojů. Jako u každé novinky, i zde dochází časem a zvyšující se poptávkou k postupnému poklesu ceny. Ještě před pěti lety stála tuna keramického brusiva 17.000 EUR – navzdory růstu ceny energií je to dnes přibližně 7.500 EUR. Pro srovnání: tuna syntetického korundu stojí cca 1.300 EUR, přičemž za posledních pět let v důsledku růstu cen surovin a energií stoupla o 30%. Takto se tento prémiový produkt stává stále dostupnějším a v současnosti nenajdete brusný nástroj, který byste si nemohli pořídit i v provedení z keramického brusiva.
Když nebudeme brát v úvahu superabraziva (diamant, CBN apod.), která jsou z pohledu technologie výroby i určení zcela jiným odvětvím, můžeme říci, že keramická zrna oxidu hlinitého mají nejdelší životnost a nejrychlejší úběr opracovávaného materiálu ze všech běžně používaných brusiv. Práce s nimi je konzistentní a agresivní při mírném i při vysokém přítlaku na obrobek. Barva keramického brusiva je nejčastěji bílá nebo světle modrá a pro barevné označování výrobků z něho se zaužívala červená barva (obr. 2).
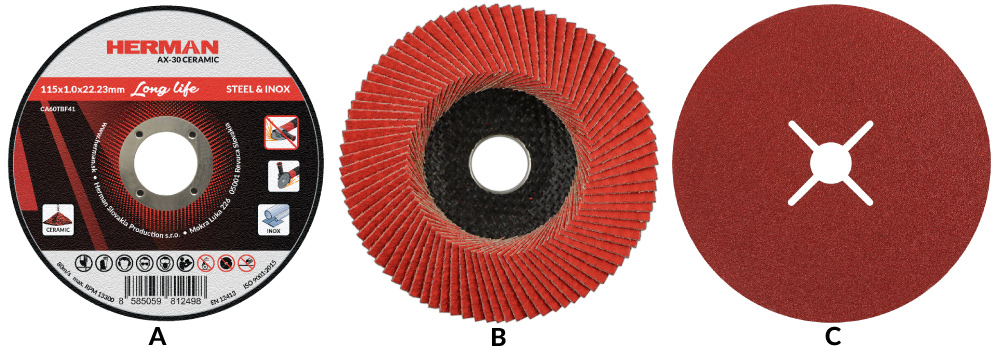
Obr. 2. řezný (A), lamelový (B) a fíbrový kotouč (C) z keramického brusiva
Keramické brusivo má v porovnání s korundem několik zásadních výhod:
- vyšší tvrdost a životnost. Keramické brusivo je tvrdší než korund, což znamená, že vydrží déle při broušení tvrdých materiálů, jako jsou ocel, nerezová ocel nebo ušlechtilé slitiny. Tato tvrdost zaručuje delší životnost nástroje a méně častou potřebu výměny nástrojů
- schopnost udržet ostrý tvar brusných zrn po delší dobu díky mikrokrystalické struktuře
- nižší teplota při broušení a řezání - při pracovním procesu se vytváří méně tepla, což znamená menší přehřívání a lepší zachování vlastností obrobku
- efektivnější/rychlejší odstraňování materiálu při obrábění
Keramické brusivo má ovšem i nevýhody:
- vyšší cena
- křehkost: i když je tvrdší, keramické brusivo je křehčí než korund
Toto brusivo je univerzálně použitelné, ale díky svým vlastnostem se nasazuje zejména v nejnáročnějších průmyslových aplikacích pro obrábění ušlechtilých ocelí a superslitin.
Nejvýraznější rozdíl mezi konvenčním a keramickým brusivem spočívá ve způsobu, jakým se tyto brusné materiály opotřebovávají:
- konvenční brusivo má tendenci se otupovat, případně štípat pod náhodnými úhly (obr. 3)
- keramické brusivo má jemnou mikrokrystalickou strukturu a postupným odlamováním a uvolňováním malých částeček si stále udržuje ostré hrany (obr. 4)
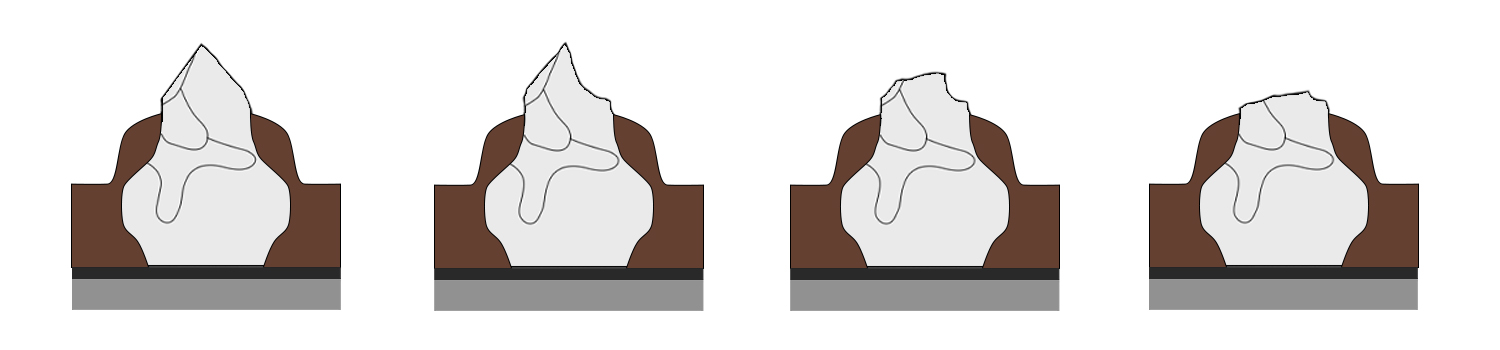
Obr. 3. Opotřebovávání korundových zrn – klínovité, hranaté zrno, makroopotřebení /otupování
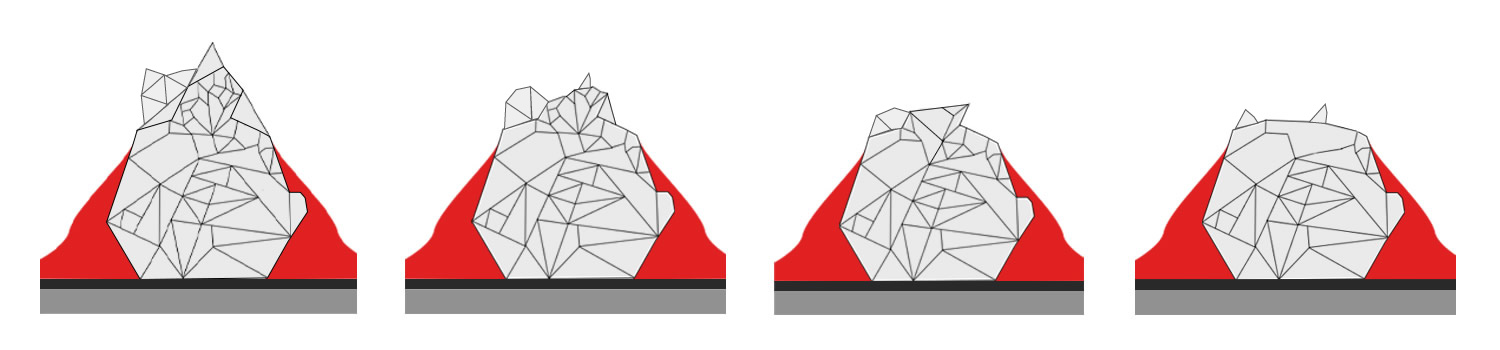
Obr. 4. Opotřebovávání keramických zrn – ostrohranné zrno, mikroopotřebení/samoostření
Otupování zrna v pracovní části nástroje má za následek pomalejší řez, resp. pomalejší úběr materiálu při broušení, větší přehřívání nástroje i opracovávaného materiálu, větší namáhání nářadí a v konečném důsledku i vyšší energetické nároky při řezání/broušení.
Porovnání výkonu nástroje vyrobeného z běžného korundu a keramického brusiva
Pro srovnání jsme zvolili náš nejprodávanější řezný kotouč AS-30 Classic v rozměru 125x1,0mm vyrobený z korundu a porovnali jsme jeho vlastnosti s naší novinkou – řezným kotoučem AX-30 Ceramic. Podrobili jsme je identickému testu na našem testovacím zařízení (obr. 5), řezaným materiálem byla konstrukční ocel průměru 16mm, nástroj byl upnut do úhlové brusky HERMAN WX-12501 (1000W) a během testu byla rychlost posuvu úhlové brusky vůči řezanému materiálu nastavena na 3mm/sekundu.
Pro hrubé srovnání řezných vlastností dvou různých kotoučů postačuje otestovat jednotlivé kotouče dvaceti řezy zmiňované oceli. Jelikož v tomto případě jsme chtěli provést přesné srovnání dvou výrobků s výrazně odlišnými vlastnostmi, postupovali jsme při testu následovně:
V první fázi se oběma nástroji udělalo 20 řezů, ve druhé dalších 30 řezů (čili celkem 50 řezů). Po každé fázi se změřily úbytky průměru testovaných nástrojů a vyhodnotila energetická náročnost řezu. Na závěr se testované nástroje stejnou metodou používaly až do úplného opotřebení (za úplné opotřebení se v našich testovacích podmínkách považuje dosažení zbytkového průměru nástroje 91mm*), abychom zjistili kolik řezů je nástroj schopen provést během celé své životnosti.

Obr. 5. Testovací zařízení pro řezné kotouče
* Mechanické provedení naší úhlové brusky a její upevnění v testovacím zařízení umožňuje použít při řezání kotouč, jehož průměr je minimálně 91mm, proto tento průměr považujeme v našich podmínkách za limitní. Za jiných okolností, při řezání materiálu jiných rozměrů, při použití jiné úhlové brusky může být průměr zcela opotřebeného kotouče menší, ale také větší.
Výsledky testování jsme shrnuli do následující tabulky č. 1. Všechny naměřené hodnoty jsou průměrem z testování tří kotoučů z každého typu.
| Typ řezného kotouče | HERMAN AS-30 Classic | HERMAN AX-30 Ceramic |
| Brusivo | korund | keramický korund |
| Průměr nového kotouče (mm) | 125,0 | 125,0 |
| Hmotnost nového kotouče (g) | 33,0 | 34,0 |
| Zbytkový průměr kotouče po 20 řezech (mm) | 119,4 | 123,5 |
| Zbytkový průměr kotouče po 50 řezech (mm) | 98,0 | 120,5 |
| Průměrný proudový tok při řezání (A) | 4 | 2,9 |
| Cena kotouče (Kč) | 21,20 | 47,30 |
| Počet řezů do úplného opotřebení | 82,2 | 216,1 |
| Cena / 1 řez (Kč) | 0,25 | 0,22 |
Tab. 1. Výsledky srovnávacího testu
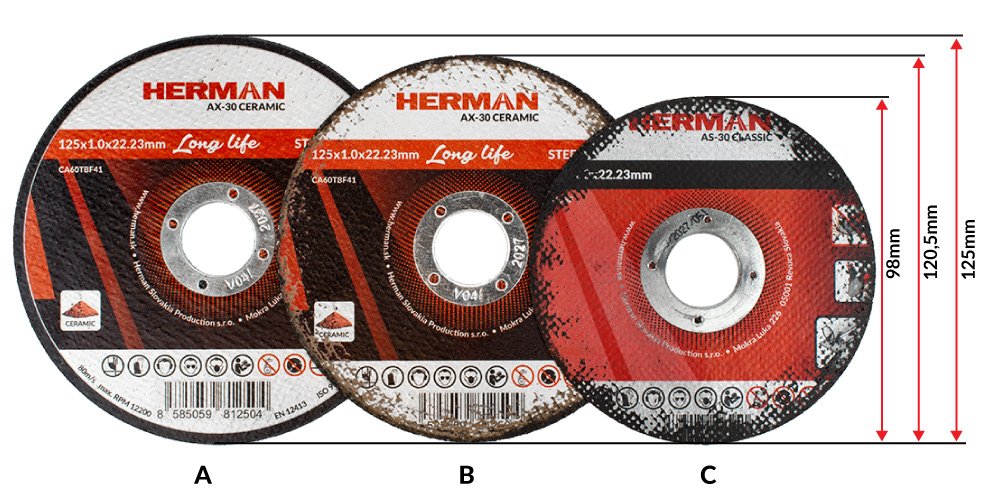
Obr. 6. Opotřebení korundového (C) a keramického (B) řezného kotouče
v porovnání s novým (A) kotoučem po 50 řezech
konstrukční oceli průměru 16mm
Pro lepší představu na obr. 6 vidíme srovnání opotřebení obou typů kotoučů po 50 řezech.
Pokud by jediným kritériem při výběru nástroje měla být cena za 1 řez, tak je prakticky jedno, který nástroj si zvolíme. Řezný kotouč z keramického zrna má přibližně 2,5násobnou životnost (obr. 6) oproti běžnému kotouči vyrobeného z korundu, ale zároveň je i 2,5krát dražší.
Je však třeba zmínit, že cenu řezu jsme vypočítali zjednodušenou metodou: vydělili jsme cenu nástroje počtem řezů, který je schopen provést během své životnosti.
Nebrali jsme v úvahu např. náklady na energie během řezání, mzdové náklady a pod. a přitom jsou to velmi důležité parametry. Všimněte si rozdílu v proudovém zatížení nářadí: 4,0A v případě řezání tradičním kotoučem vs. 2,9A při řezání keramickým kotoučem. Už při tomto prvním pohledu je to o 37% méně. Ve skutečnosti je však rozdíl ještě výraznější, protože samotná úhlová bruska při chodu naprázdno, bez zátěže řezáním má odběr 1,5A. A tedy proud spotřebovaný na řez samotný je reálně 2,5A v případě řezání tradičním kotoučem oproti 1,4A při řezání keramickým kotoučem, tedy o 78% méně. Co říkají tato čísla? Pokud jde o úsporu energie, platí první údaj - ušetříme 37%. Druhý údaj hovoří o komfortu při práci a ten, komu je úhlová bruska každodenním pomocníkem, dobře ví, o kolik pohodlněji se pracuje s nástrojem, který jde snáze do řezu. Obsluha se tak rychle neunaví a práce je efektivnější po všech stránkách.
Když zohledníme i tyto faktory, miska vah se nakloní ve prospěch modernějšího produktu:
- u kotouče z keramického zrna není nutná tak častá výměna po jeho opotřebení
- méně odpadu, který je nutno odevzdat/zpracovat/recyklovat
- rychlejší řez
- menší energetická náročnost: úspora nákladů na energie, pohodlnější a efektivnější práce s nástrojem
Vliv těchto faktorů na cenu za 1 řez není zanedbatelný, ale zároveň není snadné jej vyčíslit. V některém z dalších článků se touto tématikou budeme zabývat podrobněji.
Není keramika jako keramika
Keramické brusivo se vyrábí v mnoha variantách, nejběžnější a nejdostupnější jsou známé pod obchodními názvy IceCut nebo BlueCut. Z tohoto zrna jsou vyráběny i naše abrazivní nástroje. Jednotlivá zrna jsou nepravidelného tvaru a dodávají se ve všech běžných zrnitostech.
Existují i pokročilejší varianty, které jsou charakteristické unifikovaným tvarem (PSG - Precision-Shaped Grain), většinou se jedná o malé trojúhelníčky (obr. 7) nebo přesněji o hranoly s podstavou tvaru trojúhelníku. Technologie výroby tohoto brusiva je patentovaná a náročná. Při jeho použití dochází k velmi přesnému štěpení zrna podél jednotlivých stran trojúhelníku a zrno si tak zachovává stále dokonale rovné a ostré hrany. Příkladem může být zrno Cubitron, které vyrábí společnost 3M. Toto zrno má ještě lepší brusné vlastnosti než keramika nepravidelného tvaru.
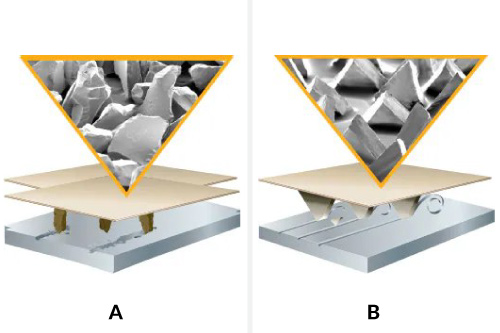
Obr. 7. Řez konvenčním (A) a trojúhelníkovým (B) keramickým brusivem
Závěr
Je na zvážení zákazníka, jestli bude používat při své práci abrazivní nástroje vyrobené z tradičních brusiv, nebo dá-li šanci nové, progresivní technologii. Desetiletími ověřená brusiva zde s námi budou ještě dlouhou dobu, ale srovnávací testy a narůstající zájem zákazníků ukazují, že keramická brusiva si postupně razí cestu na výsluní. Jsou opravdu výkonné a efektivní, ale jak jsme zmiňovali, existuje mnoho variant těchto brusiv a i mezi nimi jsou výrazné rozdíly. Navíc, keramické brusivo se v abrazivních nástrojích velmi často kombinuje s tradičními brusivy v různých poměrech – hlavně kvůli dosažení určitého kompromisu mezi cenou a výkonem nástroje. Už přidání 20% keramického brusiva ke korundu způsobí znatelné zvýšení výkonu. Úplně jinak se ale pracuje s prémiovým nástrojem obsahujícím 70% keramického brusiva (v extrémních případech až 100%). Mnozí prodejci na svých produktech uvádějí označení „CERAMIC“ apod., avšak málokdy vědí, jakého typu je použito keramické brusivo a v jakém poměru je mícháno s tradičními brusivy. Naše společnost své abrazivní nástroje sama vyrábí a tak máme nad těmito parametry plnou kontrolu.
Klíčová slova: keramické brusivo, korund, broušení, úběr materiálu, porovnání výkonu, testování brusiv
Zdroje:
Interní technické a školicí materiály společnosti HERMAN

 Děkujeme, recenze byla přidána
Děkujeme, recenze byla přidána
 Neodpověděli jste správně na otázky z článku
Neodpověděli jste správně na otázky z článku

Josef –
Dobře zpracovaná spousta zajímavých a neznámých fakt.
Vajna József –
Igényes és tartalmas cikk.
Nyilvánvalóan ilyen munkához védőfelszerelést és aktívszenes maszkot használunk. Ugyanakkor mivel a szellőzés nem a legjobb (mert mi pl lakott lakások egy-egy zárt helyiségében dolgozunk a vágások során, fontos lenne tudni olyan érzékelhető és a komforttal összefüggő dolgokról is mint a munka környezetét terhelő szag, káros anyag, szálló por. Felteszem, hogy a kerámia mivel ezek szerint lassabban is kopik, alacsonyabb marad a hőmérséklet, jobb eredményt ad vágások során.
Náročný a smysluplný článek.
Přeložit text Zobrazit originálPro tento druh práce samozřejmě používáme ochranné pomůcky a masku s aktivním uhlím. Zároveň vzhledem k tomu, že větrání není nejlepší (protože např. pracujeme v uzavřené místnosti obydlených bytů během řezů, bylo by důležité vědět o věcech, které jsou vnímatelné a související s komfortem, jako jsou pachy zatěžování pracovního prostředí, škodliviny, polétavý prach Předpokládám, že keramika se podle nich pomaleji opotřebovává, teplota zůstává nižší a při řezech dává lepší výsledky.
Kántor Sándor –
Mindig örülök a technológia fejlesztésének. A cikk tiszta, világos érthető. Nálunk a köszörülés, szinte mindig a befejező művelet. A köszörülés koronázza meg az alkatrészt. Szívesen kipróbálnánk a korongokat sík és palást köszörülésben is amennyiben már gyártják őket. Nálunk a járatos méretek:
D 350 x 40 x d40
D 350 x 40 x d 127
D 300 x 40 x d 76
D 500 x 75 x d 305
Az alkatrészek ötvözött szerszámacélból készülnek, 60 -62 HRC keményre vannak edzve.
Vždy mě těší, když vidím, jak se technologie vyvíjí. Článek je jasný a srozumitelný. Broušení je pro nás téměř vždy konečná operace. Broušení korunuje součást. Kotouče rádi vyzkoušíme i v plochém a plášťovém broušení, pokud jsou již vyráběny. Naše běžné velikosti jsou:
Přeložit text Zobrazit originálD 350 x 40 x d40
D 350 x 40 x H 127
D 300 x 40 x H 76
D 500 x 75 x H 305
Díly jsou vyrobeny z legované nástrojové oceli, kalené na 60-62 HRC.
Odpověď:
Kedves Kántor Úr, köszönjük a cikkünkre adott pozitív válaszát. Ami a kérését illeti, sajnos a síkköszörüléshez szükséges korongok nem szerepelnek a szállítási programunkban. Ha másra lenne szüksége, pl. vágó- és csiszoló korongokra, akkor szívesen kiszolgáljuk Önt.
Jozef –
Veľmi dobrý článok,detailne popisujúci vyber rezných a brúsnych kotúčov do uhlových brúsok.