 Česká republika
Česká republika
Proč záleží na nosném médiu brusiv na podložce?
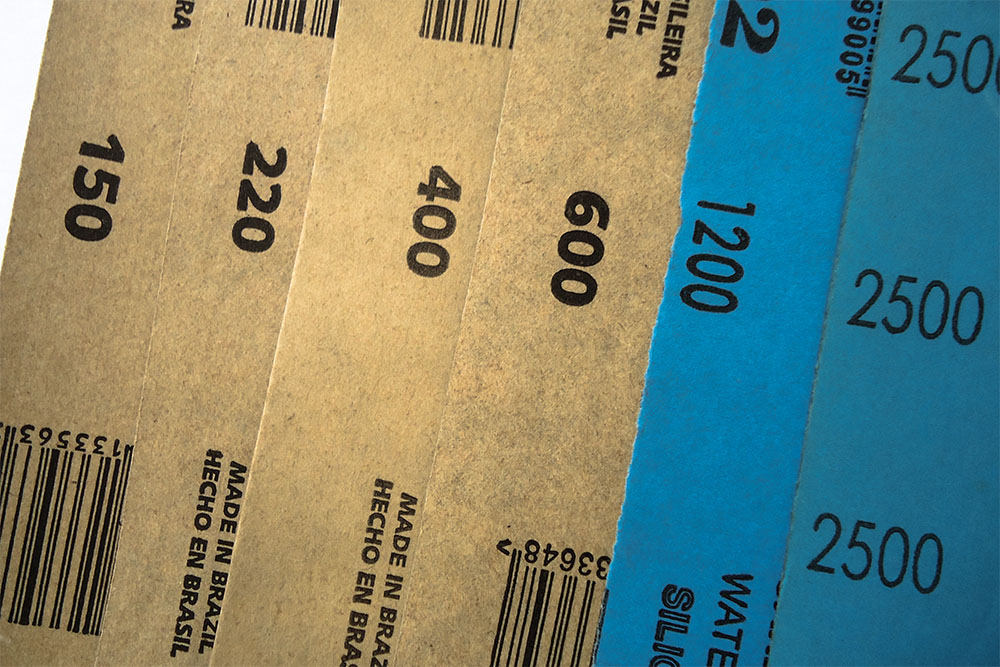
Nosné médium je základní, spodní vrstvou brusiva na podložce, která nese všechny ostatní vrstvy: pojiva, brusné zrno a krycí vrstvy. Na spodní (viditelné) straně nosného média (obr. 1) jsou vytištěny informace pro identifikaci výrobku, jako je označení výrobce, typu a zrnitosti použitého brusného materiálu a u některých i označení typu a tloušťky média. Také bývá uvedena i informace, zda je výrobek určen i pro mokré broušení. Pravda, jsou-li brusiva na podložce ve formě brusných pásů použita k výrobě lamelových kotoučů, žádné označení neuvidíte. Proto by měli výrobci poskytovat bližší informace o použitém abrazivním pásu v popisu produktu.
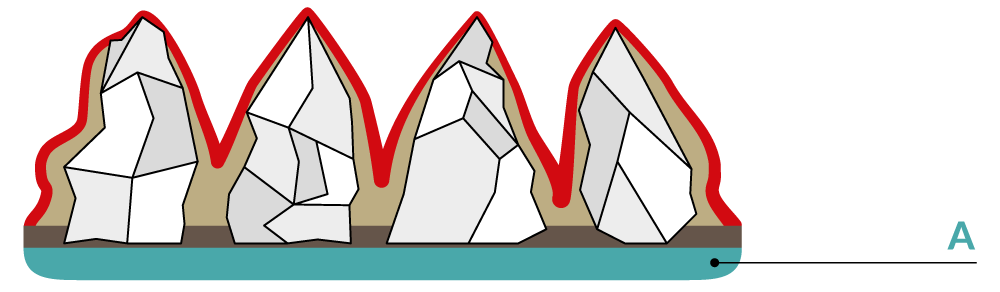
Obr. 1. Nosné médium (A) brusiva na podložce
V tomto článku se pokusíme vysvětlit výhody a nevýhody různých typů nosných médií a co je třeba zvážit při výběru vhodných nástrojů.
Většina uživatelů nástrojů vyrobených z brusiv na podložce se při výběru vhodného nástroje orientuje pouze podle typu použitého brusiva: „na nerez používám vždy modrý lamelák“ (pozn.: zirkonový ) nebo „na tvrdé dřevo se mi osvědčil korundový fíbrový kotouč se střední zrnitostí“ a pod.
Skoro nikdo se nezabývá tím, jaké nosné médium (obr. 2) bylo použito při výrobě zvoleného nástroje. Málokdo totiž ví, že tato často opomíjená komponenta může mít na brusný účinek nástroje větší vliv než samotné brusné zrno, které na svém povrchu nese.
Pokud jde o výběr nejlepšího brusného produktu pro konkrétní účel, je důležité zvážit, na jakém nosném médiu je umístěno samotné brusné zrno. Proč na tom záleží? Protože použití nesprávného typu podkladu může mít za následek neefektivní broušení, nekvalitně opracovaný finální povrch obráběného materiálu a roztrhané nebo poškozené brusné nástroje. Správnou volbou brusného nástroje lze ušetřit spoustu času a peněz, nemluvě o tom, že výsledek našeho snažení může být lepší.
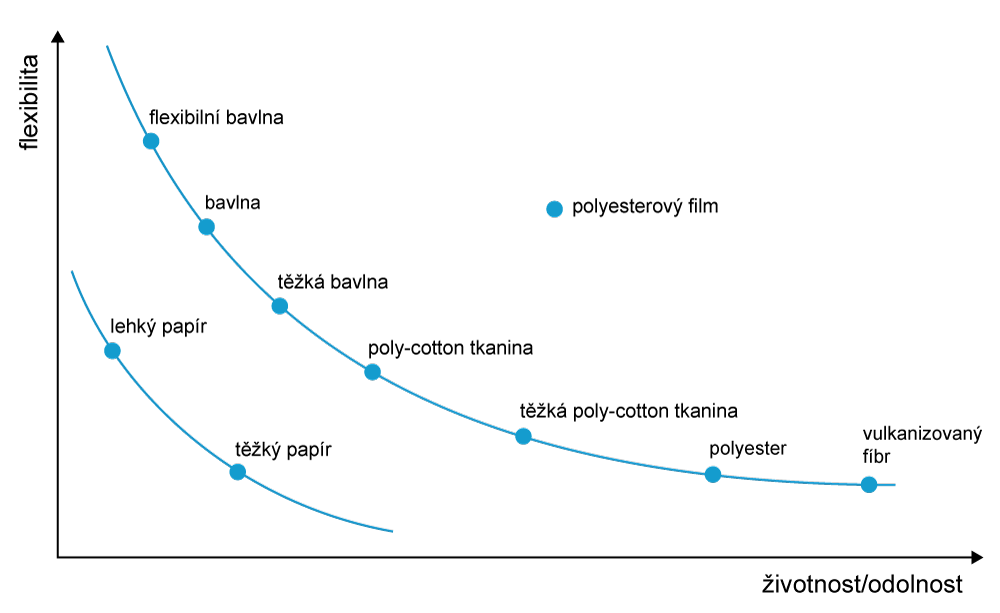
Obr. 2. Druhy nosných médií a jejich základní vlastnosti
Naše společnost vyrábí lamelové kotouče z brusiv na podložce a proto se zaměříme hlavně na nosná média používaná při výrobě těchto produktů. Pro lepší pochopení problematiky zmíníme také nosná média pro jiné aplikace v celé šíři jejich spektra.
Nejběžnějšími typy nosných médií na trhu jsou papír, tkanina (především bavlna) a polyester. Každý z těchto materiálů se vyrábí v různých tloušťkách nebo měrných hmotnostech a tak je k dispozici nepřeberné množství možností výběru nosného média. Cílem je, aby brusné vlastnosti finálního produktu byly co nejideálnější pro konkrétní aplikaci.
Lamelové kotouče a nosná média
Pro výrobu lamelových kotoučů se používají výhradně brusné materiály na podložce z bavlny nebo kombinace bavlny a polyesteru . Bavlna (angl. cotton) se používá u nižších kvalitativních linií lamelových kotoučů. U vyšších linií a především u prémiových výrobků s keramickým zrnem, které má oproti korundu a zirkonu delší životnost, dominuje jako nosné médium poly-cotton nebo polyester.
Pokud zákazníka zajímají detailní informace o typu a tloušťce nosného média brusného pásu, ze kterého je lamelový kotouč vyroben, na samotném kotouči tuto informaci nenajde. Ani podrobné přezkoumání jednotlivých lamel nedá jednoznačnou odpověď – vizuálně se jednotlivá nosná média typu cotton a poly-cotton neliší. Rozeznatelný je polyester, ten se však používá jen zřídka při výrobě nejvyšších kvalitativních linií lamelových kotoučů. Na internetových stránkách většiny výrobců se však podrobné údaje o použitém nosném médiu nalézt dají. Nicméně, u různých výrobců může mít stejné označení média poměrně široké spektrum materiálů, takže ani tento údaj není zcela spolehlivý. Jsou uživatelé, kteří se orientují spíše „pocitem při práci“ s brusným výrobkem.
Bavlněná tkanina (cotton)
Tkaniny mohou být vyrobeny z různých typů tkaných vláken - přírodních, jako je bavlna, len, konopí, ale i syntetických, jako je umělé hedvábí. Pro výrobu nosných médií pro brusiva na podložce se z přírodních materiálů používá výhradně bavlna. Při tkaní jsou vlákna tkaniny proplétaná pod pravým úhlem.

Obr. 3. Zadní strana nosného média z tkaniny
Tkanina (obr. 3) jako nosné médium se také vyrábí v různých tloušťkách/hmotnostech, které určují její úroveň flexibility a odolnosti. Jsou trvanlivější a odolnější vůči ohýbání a roztržení, a vydrží déle. Jejich výroba je ale nákladnější a jsou tedy dražší než papírová nosná média. Výrobky s pružnější a lehčí tkaninou jsou dobré pro dokončovací aplikace, kde není cílem velký úběr materiálu. K tomu jsou určeny těžší a pevnější tkaniny, při jejichž použití lze vyvinout vyšší tlak při broušení. Další výhodou je, že brusiva na podložce z bavlny lze použít také pro broušení s olejem a mazivem. Nejsou však zcela voděodolné, k tomu je zapotřebí speciální povrchová úprava.
Podobně jako u papírové podložky, i brusiva na podložce z bavlny se vyrábějí ve formě velkých rolí, ze kterých se v závěru výrobního procesu různými technologiemi řežou nebo vysekávají požadované formáty.
Označování brusiv na podložce z tkaniny: neexistuje žádná norma nebo předpis, který by určoval označování typu materiálu nebo tloušťky nosných médií, avšak většina výrobců se drží nepsaného pravidla a v označení svých výrobků používají písmenové kódy k rozlišení těchto parametrů.
Nejlehčí tkaniny mohou být označeny písmeny J nebo F, a nejtěžší písmenem X, nebo popisně jako soft/flexible cotton cloth – semi-flexible cloth – cotton cloth – heavy cotton cloth.
Příklady označení brusiva na podložce od dvou různých výrobců (obr. 4), kde písmeno X říká, že se jedná o podložku bavlny vysoké pevnosti:

Obr. 4. Označení abrazivních pásů dvou výrobců
Výhody:
- Dostupné v různých tloušťkách/tuhostích
- Odolnější vůči roztržení
- Můžou být použity s olejem a mazivem
- Mohou nést i brusiva s hrubší zrnitostí (typicky od P36)
Nevýhody:
- Nákladnější než papír
Bavlněná tkanina kombinovaná s polyesterem (poly-cotton), případně čistý polyester
Je dalším stupněm vývoje nosných médií. Do bavlny se přidává v různém poměru polyester, čímž se dosáhne ještě vyšší tuhosti a odolnosti média. Někteří výrobci nabízejí také nosná média vyrobená z čistého polyesteru.
Na těchto podložkách se vyrábějí brusné pásy určené pro nejnáročnější aplikace. Jsou velmi málo ohebné a hodí se dobře i pro mokré broušení. Přestože lamelové kotouče se pro mokré broušení nepoužívají, je řada jiných formátů, které se pro mokré broušení používají (např. nekonečné brusné pásy, volné archy). Podle druhu použitého brusiva jsou vhodné pro obrábění všech typů materiálů, především tam, kde je zapotřebí rychlý úběr materiálu. Většinou nesou brusné zrno s hrubou zrnitostí.
Někteří výrobci označují písmenem X jen bavlnu (cotton) a poly-cotton označují písmenem Y, jiní používají pro označení bavlny a rovněž poly-cottonu písmeno X. U čistého polyesteru bývá označení YY nebo Z. Vizuálně se neliší od bavlněných podložek.
Obecně platí, že u jemnějších zrnitostí se používá jemnější nosné médium a naopak. Nosné médium je třeba volit tak, aby se při broušení opotřebovávalo nosné médium rovnoměrně a současně s brusnými zrnky.
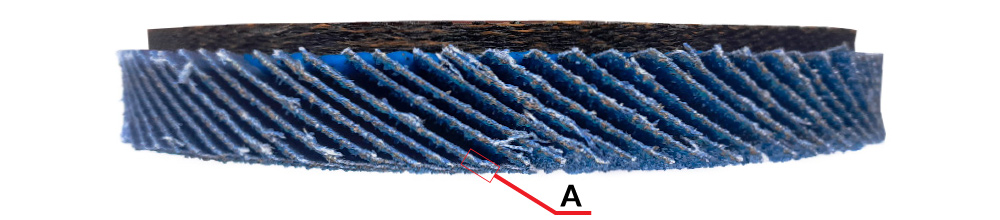
Obr. 5. Aktivní plocha lamely (A)
Nezapomínejme na to, že aktivní plocha lamely (t.j. ta, která není překryta následující lamelou a přichází do kontaktu s opracovávaným materiálem – obr. 5) tvoří jen cca 10-15% povrchu celé lamely. Je důležité, aby co největší část této plochy byla pokryta funkčními abrazivními zrnky. U nového kotouče je jimi pokryta celá aktivní plocha (obr. 6 A). Proto nový lamelový kotouč pracuje nejlépe a má nejvyšší úběr materiálu.
Během práce se zrnka otupují, ale postupně je pojivo uvolňuje a odpadávají. Část aktivní plochy lamely je již bez abrazivního zrna (obr. 6 B) a výkon lamelového kotouče se sníží. Pokud je kotouč kvalitní a pracujeme s ním správně, jeho brusná schopnost se po čase stabilizuje a po celou dobu jeho životnosti se již výrazně nemění – aktivní část lamely má stále ještě dost brusiva a okraje lamely bez brusiva se při práci pomalu oddělují, čímž obnažují spodní lamelu s novým brusivem.
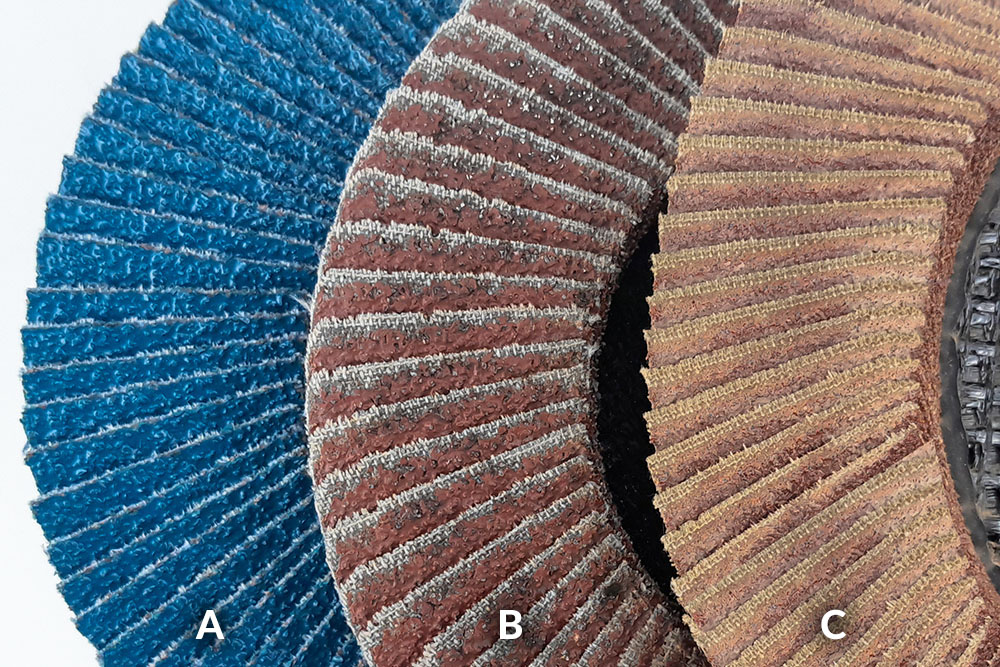
Obr. 6. Aktivní plocha lamel u nového kotouče (A), správně používaného kotouče (B), nesprávně používaného / nekvalitního kotouče (C)
Pokud bude nosné médium pro danou aplikaci příliš jemné, dojde k jeho předčasnému opotřebení a brusná zrna se budou uvolňovat příliš rychle, než se stihnou otupit. Práce s takovým nástrojem je pohodlná a rychlá, na aktivní ploše jsou k dispozici vždy nová a ostrá brusná zrna, avšak kotouč se bude rychle opotřebovávat.
Větším problémem je, pokud je nosné médium pro danou aplikaci příliš tuhé a odolné. V tomto případě dojde k tomu, že celá aktivní plocha lamel sestává už jen z holého nosného média bez abrazivních zrn (obr. 6 C). Toto je nežádoucí stav, protože holé nosné médium již nemá brusnou schopnost, po opracovávaném materiálu klouže a nedochází již k úběru materiálu. Je velmi obtížné „oživit“ takový lamelový kotouč a někdy je nutné jej vyměnit za nový. Toto je poměrně častý problém a jeho příčinou nemusí být jen nevhodný abrazivní pás, ale také nesprávný pracovní postup. Tím rozumíme použití příliš vysokého tlaku na obráběný materiál nebo nedodržení doporučených úhlů mezi pracovní částí nástroje a obráběným materiálem, zvláště pokud tyto okolnosti trvají delší dobu.
Uživatelé v tomto případě říkají: „kotouč se mi zalepil, už nebrousí“. Kotouč se nezalepil, i když na dotek už není drsný, ale hladký. Pod lupou však vidíme, že opravdu nedošlo k tomu, že by mezery mezi jednotlivými brusnými zrnky byly vyplněny zbytky po broušení, ale – zrnka tam už prostě nejsou.
Je třeba zmínit, že v praxi někdy opravdu dochází k zalepení lamelového kotouče, není to ovšem častý jev. Většinou se to stane při broušení silné vrstvy laku nebo měkkého dřeva, popřípadě barevných kovů. Na tento problém existuje jiný lék – použití brusného pásu s menším pokrytím plochy abrazivním zrnem – říká se tomu „open coating“ – ale to je už téma na další samostatný článek.
Je velmi důležité, aby kromě správné volby nosného média byly kvalitně provedeny i vrchní vrstvy tvořící abrazivní pás, především základní vrstva pojiva, která spojuje nosné médium se samotnými částicemi brusiva. Tato vazba musí být co nejpevnější, aby nedocházelo k nalomení vrstvy pojiva a odloupnutí celé této vrstvy i spolu s brusnými zrnky od nosného média.
Papír
Obr. 7. Zadní strana papírového nosného média
Brusiva na papírové podložce (t.j. tradiční brusný papír – obr. 7) jsou určena především pro ruční broušení ploch. U papírových podložek se jejich tloušťka/tuhost také označuje písmeny, zpravidla od A po G, přičemž A je nejlehčí a nejflexibilnější a G je nejtlustší a nejpevnější papír. Ne vždy je však tato informace na výrobku uvedena a tak se zákazníci při výběru orientují často hmatem.
Zatímco papírový podklad je nejsnazší a nejpoužívanější možností, je také nejslabším z nosných médií používaných pro brusiva na podložce. Zároveň se hodí jen pro jemnější zrnitosti: při použití hrubého brusného zrna na papírové podložce by došlo k opotřebení nosného média mnohem dříve než k opotřebení samotného brusiva.
Přestože je papír při nižších hmotnostech ohebný, což mu umožňuje přizpůsobit se tvaru povrchu obrobku, je kvůli tomu velmi náchylný k roztržení. Při použití brusiva na papírové podložce se generuje méně tepla, čímž poskytuje chladnější, a tedy efektivnější práci při broušení.
Obecně se tato brusiva nemohou používat k mokrému broušení, pokud nejsou speciálně povrchově ošetřena.
Papír se nejčastěji používá pro lehké až střední broušení materiálů jako je korek, dřevo, laky a textilie. Produkty jsou dostupné ve většině formátů včetně pásů, disků a listů. Lehčí papíry jsou dobré pro ruční broušení, zatímco větší gramáže jsou určeny spíše pro strojní broušení.
Výhody:
- Papír je nejlevnější
- Dostupné v různých hmotnostech/tloušťkách
- Vytváří menší tření a méně tepla
- Vytváří dobrou povrchovou úpravu
Nevýhody:
- Může se snadno roztrhnout
- Použitelné pouze pro rovné plochy nebo pro plochy s malými nerovnostmi a zaoblením
- Jen pro brusiva s jemnější zrnitostí (P120 a jemnější, avšak na hrubší médium lze použít již zrnitosti od P60)
- Nelze použít pro mokré broušení, pokud není speciálně ošetřen
Vulkanizovaný fíbr
Velmi tuhá podložka vyrobená tepelným zpracováním lisovaných vrstev sklotkaniny, těžkého papíru a syntetických pryskyřic. Používá se prakticky jen pro jeden účel – pro výrobu fíbrových kotoučů (obr. 8).
Robustnost podložky umožňuje umístit na ni i brusiva s velmi hrubou zrnitostí (P16 – velikost zrna v průměru 1,3mm). Fibrové kotouče jsou nejvýkonějšími nástroji ve své třídě a oproti jiným brusným nástrojům mají celou řadu výhod.
V budoucnu se jim budeme věnovat podrobněji.
Pro úplnost zmiňme, že existují i speciální brusné nástroje vyrobené z brusiv umístěných na různých exotických nosných médiích, jako jsou plastové fólie, síťovina nebo houba (obr. 9), které jsou stále populárnější.

Obr. 8. Fíbrový kotouč

Obr. 9. Různé méně běžné abrazivní výrobky na houbě a síťovině
Použití brusných nástrojů na různých nosných médiích
| Typ nosného média | Nejběžnější aplikace | Nejběžnější formáty |
| Lehký papír (AC) | ruční broušení ploch | volné archy |
| Těžký papír (DG) | ruční a strojní broušení ploch | archy, nekonečné pásy, vysekávané tvary pro použití v ručním nářadí |
| Lehká tkanina - cotton (JF, J) | ruční a strojní broušení s vyšším úběrem materiálu | archy, nekonečné pásy, vysekávané tvary pro použití v ručním nářadí, lamelové disky a kotouče |
| Těžká tkanina - cotton (XF, X) | strojní broušení s vyšším úběrem materiálu | nekonečné pásy, vysekávané tvary, lamelové kotouče |
| Polycotton | strojní broušení - náročné aplikace | vysekávané tvary, lamelové kotouče |
| Polyester | strojní broušení - mimořádně náročné aplikace | vysekávané tvary, lamelové kotouče |
| Vulkanizovaný fíbr | strojní broušení - mimořádně náročné aplikace | fíbrové kotouče |
Závěr
Při volbě brusných nástrojů na podložce je vždy důležité zvážit, pro jakou aplikaci budete nástroj používat. Podle toho si vyberete brusný materiál na vhodné podložce, ať už je to papír, tkanina, síťovina nebo houba. Některé materiály jsou dostupné ve všech formátech, od volných archů různých rozměrů, vysekávaných nástrojů ve tvaru kruhu, trojúhelníku, lichoběžníku apod..., pásů do strojů až po brusné kotouče různých provedení, jiné jen v některých. Například brusiva na nejtužší podložce – vulkanizovaném fíbru se dodávají pouze v jednom formátu – jako vysekávaný fíbrový kotouč ve tvaru kruhu. Buďte si však jisti, že pro každou aplikaci existuje vhodný nástroj, je jen třeba jej najít. Někdy pomůže jen metoda pokus-omyl, ale – stále se učíme... 
Klíčová slova: brusiva na podložce, nosné médium, lamelové kotouče, brusné nástroje, brusný materiál
Zdroje:
Interní technické a školicí materiály společnosti HERMAN

 Děkujeme, recenze byla přidána
Děkujeme, recenze byla přidána
 Neodpověděli jste správně na otázky z článku
Neodpověděli jste správně na otázky z článku

Petr Pokluda –
Hodnotny clanek
Peter Tóth –
Zaujímavé informácie, ktoré som inde nenašiel.
Bohuš –
Zaujímavé čítanie ,dosť nového som sa dočítal
Mikulas Tóth –
Zaujímavý a detailne popísaný článok .
Libuša –
Poučné . Doplnenie vedomosti .Ďakujem.
Renáta Sliwková –
Tyto informace určitě uplatníme v naší praxi.
Petr Šindelář –
Dobré informace
Papp Sándor –
Nagyon hasznos cikk
Velmi užitečný článek
Přeložit text Zobrazit originálMilan –
Je to veľmi dobre že určite aj tých ktorí o tom nič nevedia.
Ján Bunta –
...velmi prepracovane info. skoda len, ze to co je spomonane na zaciatku a niekolkokrat aj v clanku, ze info na brusnych nastrojoch je nejednotne a casto ziadne. Majstrovi potom nezostava ine, ako bolo tiez na zaciatku clanku napisane, len kupit "tento, s tym mi to slo dobre"... zle je aj to, ze casto da v predajnach stretnete prave s takouto radou... "ja som to robil s tymto..."